Content
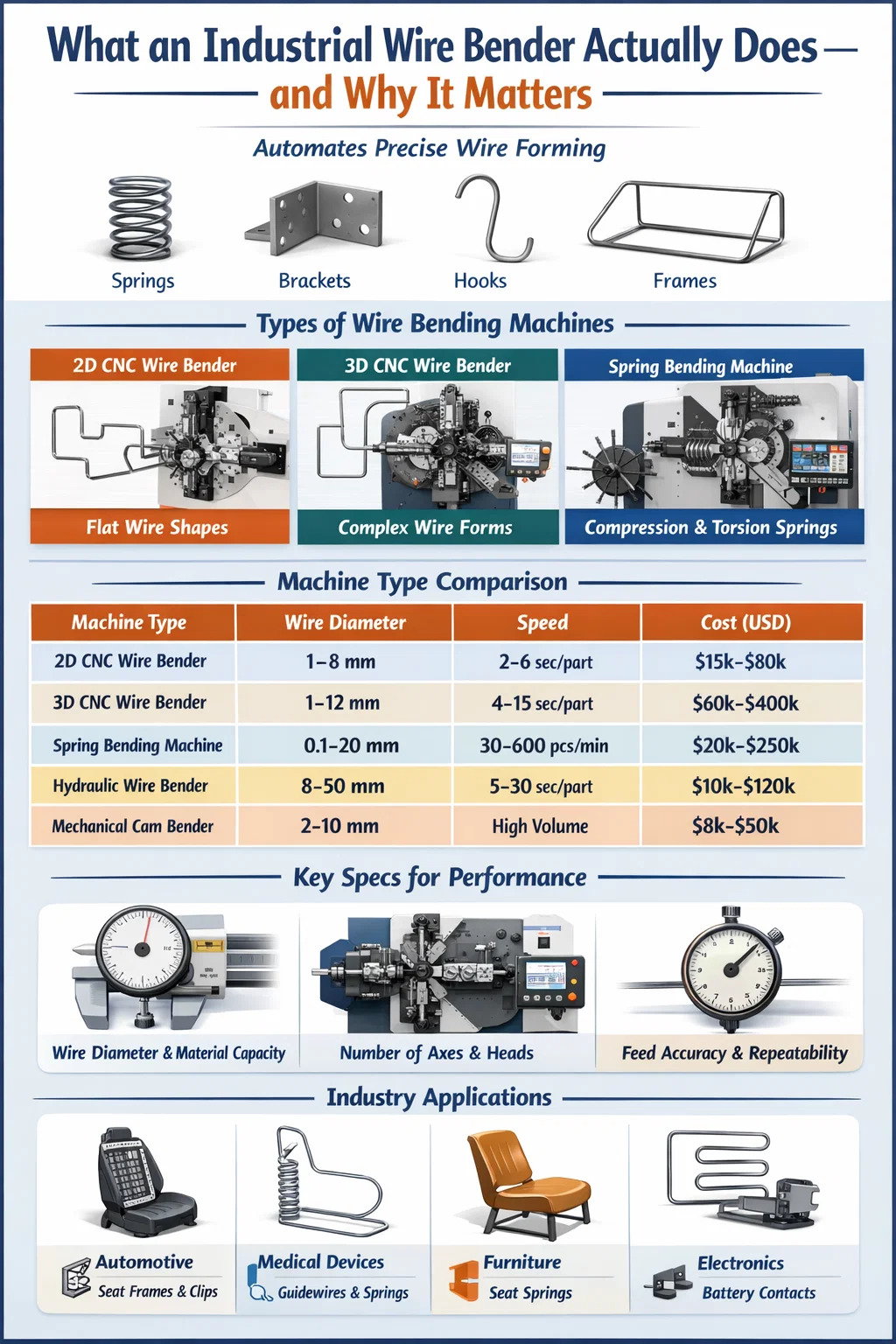
An industrial wire bender is a machine that forms metal wire or rod into precise, repeatable shapes through controlled mechanical or CNC-driven bending operations. It is the core production tool in factories that manufacture springs, wire forms, brackets, hooks, clips, frames, and hundreds of other components used in automotive, aerospace, electronics, medical devices, and furniture industries.
The direct answer to most procurement questions: if your facility processes wire between 0.3 mm and 20 mm in diameter at volumes above a few thousand pieces per shift, a CNC industrial wire bender will reduce labor costs, improve dimensional consistency, and lower scrap rates by 30–60% compared to manual or semi-automatic alternatives. Below that volume threshold, a simpler mechanical or hydraulic spring bending machine may offer better ROI.
This guide walks through machine types, key technical specifications, common application scenarios, and the purchasing factors that determine long-term value — with specific data and examples drawn from real production environments.
Wire bending equipment is not a single product category. It spans a wide spectrum of mechanical complexity, automation level, and target wire diameter range. Understanding these distinctions is essential before issuing any purchase order.
These machines form wire in a single flat plane. They are well suited to producing wire frames, grilles, reinforcement inserts, and simple hooks. A 2D industrial wire bender typically achieves cycle times of 2–6 seconds per part on standard wire gauges (1–6 mm), making it the fastest option for flat wire forms. Capital cost ranges from roughly $15,000 to $80,000 depending on wire diameter capacity and controller sophistication.
A 3D industrial wire bender adds a rotation axis that allows the wire to be bent in multiple planes during a single feed cycle. This capability is required for automotive seat frames, medical basket handles, complex furniture springs, and spatial wire forms. 3D CNC machines are the industry standard for high-mix, high-volume wire forming operations — a single machine can store hundreds of programs and switch products in under 10 minutes. Prices generally start at $60,000 and can exceed $400,000 for multi-axis servo systems with integrated straighteners, feeders, and cutters.
A spring bending machine is a specialized subset of wire bending equipment. It applies controlled bending, coiling, and pitch-adjustment forces to produce compression springs, extension springs, torsion springs, and wire forms with integrated spring elements. Entry-level CNC spring bending machines handle wire from 0.1 mm to 8 mm; heavy-duty models go up to 20 mm. Production output on a modern CNC spring bending machine ranges from 30 to 600 pieces per minute depending on spring geometry and wire material.
The critical distinction between a spring coiling machine and a spring bending machine is the nature of the forming operation: coiling wraps wire continuously around a mandrel, while bending applies discrete angular deformation at programmed points. Many modern machines integrate both functions, allowing a single spring bending machine to produce torsion springs with straight leg extensions, hooks, and complex tail geometries without secondary operations.
For heavy wire and rod (8–50 mm diameter), hydraulic industrial wire benders provide the force needed to form structural components: rebar hooks, architectural wire elements, industrial brackets, and safety barriers. Mechanical cam-driven benders occupy a middle ground — they are faster than hydraulic machines for repetitive single-bend parts but lack the programmability of CNC systems. These machines are often the most cost-effective choice for high-volume single-geometry production runs where changeover is rare.
| Machine Type | Wire Diameter Range | Typical Speed | Best For | Approx. Cost (USD) |
|---|---|---|---|---|
| 2D CNC Wire Bender | 1–8 mm | 2–6 sec/part | Flat wire forms, grilles, frames | $15,000–$80,000 |
| 3D CNC Wire Bender | 1–12 mm | 4–15 sec/part | Complex spatial forms, automotive, medical | $60,000–$400,000+ |
| Spring Bending Machine | 0.1–20 mm | 30–600 pcs/min | Torsion, extension, compression springs | $20,000–$250,000 |
| Hydraulic Wire Bender | 8–50 mm | 5–30 sec/part | Rebar, structural brackets, heavy rod | $10,000–$120,000 |
| Mechanical Cam Bender | 2–10 mm | High (fixed geometry) | Single-geometry high-volume parts | $8,000–$50,000 |
Buying an industrial wire bender or spring bending machine based on price alone is a reliable way to misallocate capital. The following specifications directly govern what a machine can produce, how reliably it holds tolerance, and how long it will operate before requiring major maintenance.
Every industrial wire bender has a rated diameter range, but raw diameter is only part of the equation. The machine's torque capacity must be matched to the tensile strength of the specific wire alloy being processed, not just its diameter. Stainless steel wire (commonly 1,200–1,800 MPa tensile) requires significantly more bending force than low-carbon steel wire (500–700 MPa) of the same diameter. A spring bending machine rated for 4 mm low-carbon wire may only handle 2.5–3 mm stainless wire within its torque limits. Always confirm material-specific capacity with the manufacturer before purchase.
Common wire materials processed by industrial wire benders include: low-carbon steel, high-carbon spring steel, stainless steel (302, 304, 316, 17-7 PH), titanium, nickel alloy, copper, and aluminum. Each alloy has a specific springback coefficient that the CNC controller must compensate for — more sophisticated controllers handle this automatically through material presets and real-time feedback.
A basic industrial wire bender operates on 3–4 axes: feed (X), rotation (C), bending (Y), and cut. Advanced spring bending machines and 3D wire benders add additional independent bending heads (typically 2–4), a pitch-control axis for spring coiling, and sometimes a transfer axis for part ejection. Each additional axis expands the geometric complexity of parts the machine can produce, but also increases programming time, maintenance requirements, and initial cost. A 7-axis spring bending machine, for example, can produce torsion springs with asymmetric leg lengths and multiple bend angles in a single forming cycle — something a 4-axis machine cannot accomplish without tooling changes.
Feed accuracy refers to how precisely the machine delivers wire to the bending point. Repeatability describes how consistently it returns to the same position across thousands of cycles. For most industrial wire bending applications, feed accuracy of ±0.1 mm and angular repeatability of ±0.1° are considered adequate. For precision spring bending machines in medical device or aerospace applications, tolerances tighten to ±0.05 mm and ±0.05°. These specifications are directly reflected in part-to-part consistency and scrap rates.
A mid-tier CNC spring bending machine running 50,000 compression springs per shift should maintain free-length variation within ±0.3 mm and rate variation within ±3% across the entire run. Machines that cannot hold these tolerances will cause downstream assembly problems, especially in applications where spring force is safety-critical.
The controller is arguably the most important component of any modern industrial wire bender. It determines how quickly operators can program new parts, how many programs can be stored, whether offline simulation is available, and how the machine integrates with factory data systems. Leading controller brands in the spring bending machine segment include Wafios (proprietary FUL/FSZ platforms), Simplex (Italmec group), Numalliance, and several Asian OEM controllers.
Offline programming capability is a production multiplier: operators can program the next job while the current one runs, eliminating setup downtime. Machines with 3D simulation software further reduce costly trial-and-error on new spring geometries. Some high-end controllers now support automatic springback compensation based on wire tensile strength input — a feature that reduces first-article setup time from hours to minutes on unfamiliar materials.
Industrial wire benders use different cutting methods depending on wire diameter and application requirements: shear cut (scissor action), rotary cut, and abrasive/disc cut. Shear cutting is the fastest and most common; it works well for wire up to approximately 10 mm. For hard materials like high-carbon spring steel, a precision rotary cutter produces a cleaner end face with less deformation — critical for springs where the coil end must seat flat. Abrasive cutting is rarely used in standard wire bending but appears in some specialty spring bending machine configurations for very hard alloys.
Understanding how different industries use wire bending equipment helps buyers identify which machine features are non-negotiable for their specific production environment.
The automotive sector is the single largest consumer of industrial wire benders globally. Applications include seat frame wire forms, headrest support wires, window regulator cables, engine valve springs, suspension bump stops, clip and retainer springs, and antenna wires. A single mid-size vehicle contains between 200 and 400 individual wire and spring components. Automotive-grade wire bending operations typically require ISO/TS 16949 process controls, statistical process control (SPC) integration, and full traceability — features that must be verified in the machine's control system before purchase.
3D CNC industrial wire benders are the standard for automotive wire form production. A typical automotive wire form line runs at 8–20 parts per minute on a servo-driven 3D bender with integrated vision inspection. Tolerance requirements for seat frame wires are often ±0.5 mm on length and ±1° on bend angle — achievable with mid-tier CNC systems costing $80,000–$150,000.
Dedicated spring manufacturing facilities — producing compression, extension, and torsion springs for valves, actuators, locks, hinges, and mechanical assemblies — rely almost exclusively on CNC spring bending machines. Production volumes in this sector are high: a single spring bending machine running compression springs at 200 pieces per minute can produce over 4 million springs in a 350-hour month. Material inputs are carefully controlled; wire is purchased to precise tensile strength ranges (within ±50 MPa) to maintain consistent spring rate across production batches.
Key specifications for spring manufacturing spring bending machines: closed-loop servo feed with encoder feedback, programmable pitch control to ±0.01 mm, and active length compensation that adjusts feed length based on measured springback. Machines without active compensation require operators to measure and manually adjust programs — adding 15–30 minutes of downtime per material changeover.
Medical wire bending is a small-volume, high-precision segment where the spring bending machine or wire bender must handle exotic alloys — nitinol, titanium grade 5, 17-7 PH stainless, MP35N — at very fine wire diameters, often below 1 mm. Applications include guidewires, catheter support coils, surgical clip springs, stent delivery system components, and orthodontic wire forms.
Medical wire bending machines require cleanroom-compatible construction, full material lot traceability, and documentation packages compatible with FDA 21 CFR Part 820 and ISO 13485. Machine speed is secondary to accuracy and process documentation in this sector. A spring bending machine producing nitinol guidewire coils might run at only 5–15 pieces per minute while maintaining dimensional tolerances of ±0.02 mm.
Furniture manufacturing uses industrial wire benders primarily for seat spring systems (sinuous/S-springs, pocket coil bases, torsion bar assemblies), wire mesh panels, and decorative wire frames. This is a cost-sensitive segment where machine ROI must be demonstrated within 12–24 months. Mid-range 2D CNC wire benders in the $25,000–$50,000 range are common. Production speeds of 4–8 parts per minute on sinuous spring lines are typical, with wire diameters between 2.5 and 4.5 mm in low-carbon or pre-tempered steel.
Contact springs, battery terminals, connector pins, EMI shielding clips, and thermal switches all require precision wire bending at small scales — typically wire diameters from 0.1 mm to 2 mm. A spring bending machine in this segment must handle very fine wire without kinking or surface damage (which can affect conductivity), and must hold positional tolerances under ±0.05 mm to ensure reliable electrical contact. High-speed fine-wire spring bending machines in this category run at 300–600 pieces per minute.
Machine selection decisions that look straightforward on paper often generate expensive regrets in production. The following framework identifies the evaluation steps that distinguish buyers who get good long-term value from those who end up with machines that under-deliver.
The correct starting point for any industrial wire bender selection is a complete set of part drawings for the full product range the machine must produce — not today's parts, but the full anticipated scope over a 5-year horizon. From these drawings, extract: maximum wire diameter, minimum bend radius, number of bends per part, maximum part envelope (X/Y/Z), required tolerance, and material type. Only after this analysis should specifications be matched to machine categories.
A common mistake is purchasing an industrial wire bender sized for current production without accounting for upcoming product lines. Upgrading or replacing a machine 18 months after installation due to inadequate axis count or diameter capacity is an avoidable cost.
Never finalize a purchase on a spring bending machine or CNC wire bender without conducting a production trial using your actual wire material and target part program. Wire properties vary significantly between suppliers and even between coil batches from the same supplier. A machine that performs beautifully on the manufacturer's demo wire may require extensive parameter adjustment on your specific material.
A credible machine builder will facilitate this trial without hesitation. Request at minimum 200 consecutive pieces produced under normal speed conditions, then measure 30–50 samples for dimensional conformance. Calculate Cpk on the critical dimensions — a Cpk of 1.33 or higher on bend angle and length confirms the machine is capable of producing your part within tolerance at the required volume.
The purchase price of an industrial wire bender typically represents 40–60% of its 10-year total cost of ownership. The remaining cost is composed of tooling, maintenance, spare parts, energy, programming labor, and downtime. A machine with a 20% lower purchase price but a 15% higher tooling cost and longer mean time to repair (MTTR) will likely cost more over its operational life.
Key TCO factors to evaluate:
An industrial wire bender is not a commodity purchase. The supplier's engineering team will be your partner during installation, initial programming, and process troubleshooting — potentially for years. Evaluate the supplier's technical depth: Can they provide material springback compensation data for your alloys? Do they have application engineers who have worked in your industry? Can they demonstrate experience with the specific part geometries in your product range?
Request customer references from facilities running similar wire materials and part geometries, then contact those references directly. Ask specifically about how the supplier responded when production problems arose — not during the sales process, but during real production.
The mechanical tooling installed on an industrial wire bender — bending pins, guide bushings, cutters, and coiling tools — is as important to part quality as the machine itself. Poor tooling design is responsible for a disproportionate share of dimensional defects, surface damage, and premature tool failure in wire bending operations.
The bending pin controls the inner bend radius of each formed angle. The minimum inner bend radius achievable without wire surface cracking is typically 0.5–1.0× the wire diameter for low-carbon steel, 1.0–1.5× for high-carbon spring steel, and 2.0–3.0× for hard stainless alloys. Attempting tighter radii causes surface stress concentrations that reduce fatigue life — critical for springs in cyclic loading applications. Tool designers must account for springback when specifying pin diameter; the bent radius after springback will be larger than the pin radius by an alloy-specific factor that ranges from 3% to 25%.
Tool material selection directly affects tool life. Standard D2 tool steel with surface hardening handles most low-carbon and medium-carbon wire applications adequately. For high-tensile stainless and hard spring steel, carbide-tipped bending pins or solid tungsten carbide tooling extend tool life by 3–8× compared to standard tool steel, justifying the higher initial cost on high-volume spring bending machine operations.
Wire fed from a coil or reel carries residual curvature from the coiling process. An industrial wire bender's straightener — a series of opposing rollers that flex the wire in alternating directions — must remove this curvature before the wire reaches the bending head. Inadequate straightening causes systematic dimensional variation in bend angles and part lengths because the wire enters the bending zone at slightly different orientations on each cycle.
Straightener roller spacing, pressure, and material must be matched to wire diameter and tensile strength. A common setup error on spring bending machines is using straightener pressure calibrated for low-carbon wire on high-tensile spring steel — the higher-tensile wire springs back more aggressively, requiring significantly more straightener engagement to achieve the same curvature correction.
Modern industrial wire benders are increasingly designed for integration into automated production cells and smart factory networks. This shift is driven by labor cost pressures, quality consistency demands, and the practical need to run machines unattended across multiple shifts.
Wire coil pay-off systems — ranging from simple motorized reels to precision tension-controlled feeders — feed wire continuously to the industrial wire bender without operator intervention. On high-speed spring bending machines running fine wire at 300+ pieces per minute, wire tension variation of even ±2 N can cause measurable changes in spring free length. Precision servo-tension pay-off systems maintain tension to ±0.5 N, eliminating this variation source. These systems add $8,000–$25,000 to machine cost but are essential for precision spring production at high volumes.
In-line vision inspection systems integrated with CNC wire benders represent one of the highest-ROI automation investments available for wire forming operations. A camera-based inspection system can measure part length, bend angles, and overall envelope at rates of 50–200 parts per minute, flagging out-of-tolerance parts and feeding dimensional data back to the CNC controller for automatic correction. The result: scrap rates drop to below 0.5% from typical manual-inspection rates of 2–5%, and the need for post-production CMM sampling is reduced or eliminated.
For spring bending machine operations, in-line load testers can verify spring rate (force per unit deflection) on every part at production speed. This is particularly valuable in automotive safety-critical applications where 100% testing is required and manual testing is a production bottleneck.
Industrial wire benders from leading manufacturers now support OPC-UA protocol for direct integration with MES (Manufacturing Execution Systems) and ERP platforms. This connectivity enables real-time monitoring of machine OEE (Overall Equipment Effectiveness), automatic production counting, fault logging, and predictive maintenance alerts based on motor current signatures and encoder feedback trends. Facilities that implement this level of connectivity typically report OEE improvements of 8–15% within 12 months through faster fault diagnosis and better preventive maintenance scheduling.
A well-maintained industrial wire bender or spring bending machine should provide 15–25 years of productive service life. Machines that fail early almost always do so because of inadequate lubrication, overloading beyond rated capacity, and neglect of wear indicators on bending tooling and feed rollers.
Bending tooling wear is gradual and insidious — parts remain within tolerance until suddenly they don't. Tracking tool life in cumulative wire weight processed (kilograms) rather than cycle count provides a more consistent replacement trigger because it accounts for different part geometries. As a general guideline: standard D2 tool steel bending pins processing low-carbon wire last approximately 8,000–15,000 kg before requiring replacement; the same tools processing hard stainless wire last only 2,000–4,000 kg. Establishing these baselines through production measurement eliminates the reactive maintenance cycle that causes unplanned downtime.
Even well-configured industrial wire benders and spring bending machines develop process problems during production. Knowing the root cause of common defects allows operators to correct them quickly rather than generating large quantities of scrap.
| Defect | Likely Root Cause | Corrective Action |
|---|---|---|
| Inconsistent bend angle (drift over time) | Bending pin wear; wire tensile strength variation between coils | Replace pin; measure new coil tensile and update springback compensation in program |
| Part length variation (random, not systematic) | Wire slipping in feed rollers; inconsistent wire tension from pay-off | Increase feed roller pressure; check pay-off tension setting; clean roller surfaces |
| Surface scoring or scratching on wire | Guide bushing worn or misaligned; wire debris in guide channel | Replace guide bushing; clean guide channel; check bushing bore size vs. wire diameter |
| Spring free length shorter than target (spring bending machine) | Wire diameter undersized; insufficient springback compensation; coiling pitch too tight | Measure wire diameter; adjust feed length in program; re-calibrate pitch axis |
| Irregular cut end (burrs or deformation) | Cutter blade worn; incorrect cut timing relative to wire movement | Sharpen or replace cutter blade; adjust cut timing parameter in CNC program |
| Twist in wire form between bends | Residual curvature not removed by straightener; pay-off reel torque too high | Increase straightener roller engagement; reduce pay-off brake tension |
The global market for industrial wire bending and spring bending machinery is served by a mix of European precision machine builders, North American specialists, and a growing number of capable Asian manufacturers. Each segment has distinct strengths in application focus, after-sales support geography, and price-to-specification positioning.
Wafios (Germany) is the most recognized name in precision spring bending machines globally, with a product range covering wire diameters from 0.1 mm to 20 mm and a controller platform regarded as the most sophisticated in the industry. Their spring bending machines carry premium pricing ($120,000–$500,000) but are the reference standard for aerospace, medical, and high-end automotive spring production. Simco Industries, Numalliance (France), and SIMPLE (Italy) also occupy the premium European segment with strong application engineering capabilities.
Taiwanese and Chinese industrial wire bender manufacturers have substantially narrowed the technology gap with European builders over the past decade. Companies such as Asahi-Seiki (Japan/Taiwan), Ching Fong (Taiwan), and several mainland Chinese OEMs now offer CNC spring bending machines and 3D wire benders that meet the requirements of mainstream automotive and industrial spring production at 40–60% of the cost of equivalent European machines. For buyers whose applications do not require the extreme precision or regulatory documentation packages of European machines, Asian-built industrial wire benders represent strong value — provided after-sales support in the buyer's geography is confirmed before purchase.
The machine builder's geographic service footprint matters as much as machine specifications for buyers outside major manufacturing hubs. A $250,000 spring bending machine sitting idle for 3 weeks waiting for a service technician from overseas generates far more economic damage than the cost differential versus a locally-supported machine. Before finalizing any purchase, verify: the physical location of the nearest trained service technician, typical emergency service response time (target: 24–48 hours on-site), spare parts stock location and lead time, and availability of remote diagnostic support via machine controller network connection.

TK-6160 TK-6160 CNC SPRING ROLLING MACHINE...
詳細を見る
TK-6120 TK-6120 CNC SPRING ROLLING MACHINE...
詳細を見る
TK-5200 TK-5200 5AXES CNC SPRING COILING MACHINE...
詳細を見る
TK-5160 TK-5160 5AXES CNC SPRING COILING MACHINE...
詳細を見る
TK-5120 TK-5120 5AXES CNC SPRING COILING MACHINE...
詳細を見る
TK TK 10AXES CNC SPRING SCROLL MACHINE...
詳細を見る
TK-580B、 TK-590 TK-580B、 TK-590 5AXES CNC SPRING COILING MACHINE...
詳細を見る
TK-760TK-760 6-7AXES CNC SPRING COILING MACHINE...
詳細を見るMobile QR Code

 Language
Language  中文简体
中文简体 English
English русский
русский Español
Español

