Content
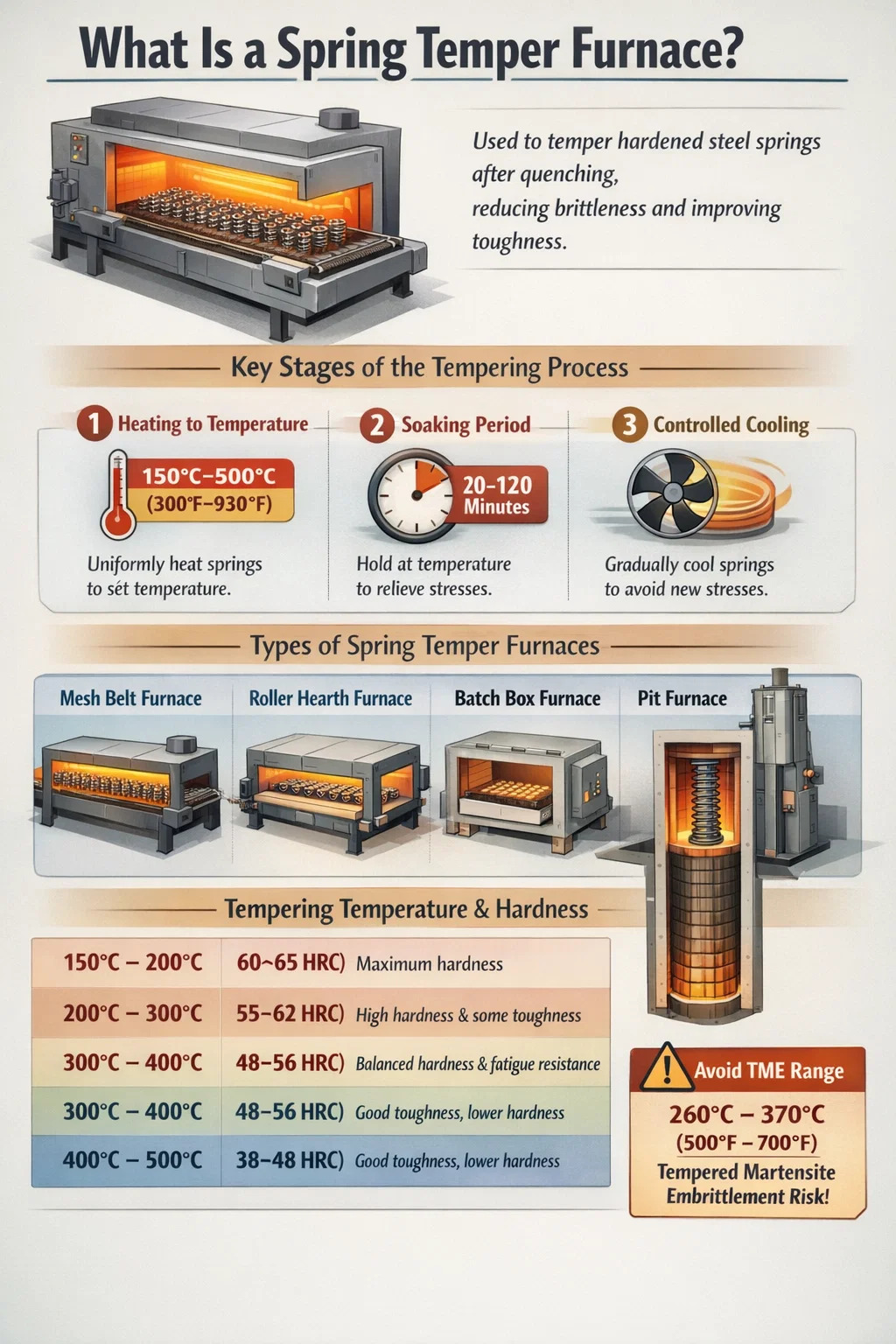
A spring temper furnace is a type of industrial heat treatment furnace specifically designed to temper steel springs after hardening. Its primary job is to reheat hardened spring steel to a controlled temperature — typically between 150°C and 500°C (300°F to 930°F) — hold it there for a defined period, and then allow it to cool in a controlled manner. This process relieves internal stresses introduced during quenching and hardening, adjusts hardness to a specified range, and restores a degree of toughness and elasticity that would otherwise be absent in a fully hardened spring.
Without tempering, a hardened spring is brittle and prone to sudden fracture under load. The spring temper furnace is what transforms a hard but fragile component into a durable, load-bearing, fatigue-resistant part capable of performing reliably across millions of compression or extension cycles.
In production environments, spring tempering furnaces are found across automotive manufacturing, aerospace, precision instrument production, and heavy machinery sectors. They come in several configurations — mesh belt continuous furnaces, roller hearth furnaces, batch box furnaces, and pit furnaces — each suited to different spring geometries, production volumes, and alloy specifications.
The working principle of a spring temper furnace centers on precise thermal cycling. After steel springs are hardened — typically by austenitizing at temperatures above 800°C (1470°F) and then rapidly quenching in oil, water, or polymer — the martensitic microstructure formed is extremely hard but highly stressed and brittle. Tempering in a spring temper furnace addresses this by triggering a sequence of solid-state metallurgical reactions.
The furnace heats the spring load uniformly to the target tempering temperature. Uniformity is critical — a temperature differential of even ±10°C across the load can produce inconsistent hardness values. High-quality spring temper furnaces use multiple independently controlled heating zones, forced convection fans, and high-density heating elements or radiant tubes to achieve temperature uniformity within ±5°C across the working chamber.
Once the target temperature is reached throughout the entire spring cross-section, the furnace maintains that temperature for the soak period. Soaking allows carbon atoms trapped in the martensite lattice to begin diffusing and forming carbide precipitates. This carbide precipitation is what relieves lattice strain, reduces brittleness, and restores ductility. Soak times vary depending on section thickness and spring size — small wire springs may only need 20 to 30 minutes, while heavy coil springs or torsion bars may require 60 to 120 minutes or more.
After soaking, the springs are cooled — either by air cooling inside the furnace, by a controlled atmosphere cooling vestibule, or by removal to ambient air. The rate of cooling after tempering is generally less critical than during hardening, but must still be managed. Rapid cooling from the tempering temperature can re-introduce surface stresses, so most spring temper furnaces allow gradual cooling, especially for larger spring cross-sections.
Many spring temper furnaces operate under a controlled atmosphere — typically nitrogen, endothermic gas, or a nitrogen-methanol blend — to prevent surface oxidation and decarburization during the tempering cycle. Surface oxidation can degrade fatigue life and corrosion resistance, two properties that are paramount in spring applications. Protective atmosphere furnaces add complexity and cost but are standard equipment in precision spring manufacturing for automotive valve springs, aircraft landing gear springs, and surgical instrument springs.
The tempering temperature selected in a spring temper furnace directly determines the final mechanical properties of the finished spring. This is not a minor adjustment — a difference of 50°C in tempering temperature can shift hardness by 3 to 6 HRC points and dramatically alter tensile strength and elongation values.
| Tempering Temperature Range | Typical Hardness (HRC) | Key Property Outcome | Common Spring Application |
|---|---|---|---|
| 150°C – 200°C (300°F – 390°F) | 60 – 65 HRC | Maximum hardness, limited ductility | Precision instrument springs |
| 200°C – 300°C (390°F – 570°F) | 55 – 62 HRC | High hardness with some toughness | Clock springs, lock springs |
| 300°C – 400°C (570°F – 750°F) | 48 – 56 HRC | Balanced hardness and fatigue resistance | Automotive valve springs, suspension springs |
| 400°C – 500°C (750°F – 930°F) | 38 – 48 HRC | Good toughness, lower hardness | Heavy load coil springs, railway springs |
One critical zone to avoid is the tempered martensite embrittlement (TME) range, typically between 260°C and 370°C (500°F to 700°F). Tempering within this range can actually reduce toughness rather than improve it, a phenomenon caused by the precipitation of carbides at prior austenite grain boundaries. Responsible spring temper furnace operators design their tempering cycles to either stay below or exceed this range rather than dwelling in it. This is one reason why automotive valve spring specifications frequently specify tempering at or above 380°C to 420°C.
The spring industry uses several distinct furnace configurations for the spring tempering process. Each has technical advantages that make it better suited to specific spring types, production volumes, or alloy systems.
The mesh belt furnace is the most common configuration in high-volume spring manufacturing. Springs are loaded onto a stainless steel mesh belt that carries them continuously through the heating, soaking, and cooling zones. Production rates can reach 500 to 2,000 kg/hour depending on the furnace length and width. Belt speeds and zone temperatures are independently adjustable, allowing precise control of soak time and temperature profile. Mesh belt furnaces are ideal for small to medium coil springs, wire form springs, and flat springs. The main limitation is that oversized or heavy springs can deform the belt over time.
Roller hearth furnaces use water-cooled or alloy rollers to convey springs through the furnace on trays or fixtures. They handle heavier loads than mesh belt systems, accommodate larger spring assemblies, and allow more precise atmosphere control. These furnaces are common for tempering automotive suspension coils, stabilizer bars, and torsion springs. Working temperatures range from ambient up to 700°C (1290°F) in most roller hearth designs, with very tight temperature uniformity — typically ±4°C — achievable in modern systems.
Batch furnaces are loaded with a fixed charge of springs, brought to temperature, soaked, and then unloaded. They offer maximum flexibility — the same furnace can process a wide variety of spring sizes and specifications on different shifts. This makes them popular in job shops and medium-volume production environments. The trade-off is lower throughput and the need for a thermal soak period long enough to ensure even temperature through the entire batch. A well-designed batch box furnace used for spring tempering will typically feature forced recirculation fans to ensure temperature uniformity within ±5°C even when loaded with a dense charge.
For long springs, torsion bars, or leaf spring bundles that cannot be easily laid flat, vertical pit furnaces provide a practical solution. The spring or spring assembly is suspended vertically in the furnace chamber. This prevents distortion from gravity, which is a real concern when tempering long bars or multi-leaf spring packs. Pit furnaces for spring tempering are typically gas-fired and may reach depths of 2 to 6 meters, accommodating very long components in a compact surface footprint.
Salt bath tempering furnaces use molten nitrate or chloride salts as the heating medium. The springs are immersed in the liquid salt bath, which provides extremely rapid and uniform heat transfer — far faster than air convection. This results in very short cycle times and excellent temperature consistency. Salt bath furnaces are particularly valued for tempering precision springs where tight hardness tolerances (±1 HRC) are required. The main operational challenges are salt contamination management, fume extraction, and the hazard potential of molten salts at operating temperatures of 160°C to 550°C.
Understanding what is inside a spring temper furnace explains why some furnaces produce better results than others. Each component contributes to the temperature uniformity, atmosphere integrity, and repeatability that determine final spring quality.
The spring tempering process is not one-size-fits-all. Different spring steel alloys respond differently to heat treatment, and the spring temper furnace must be set up with the correct temperature profile for the specific alloy being processed.
High-carbon steels are the most common spring materials and are the primary targets for spring temper furnaces. Their carbon content of 0.60% to 1.00% gives them the ability to achieve very high hardness after quenching. These grades are typically tempered between 200°C and 400°C. At 300°C, 1080 spring steel typically achieves a tensile strength of around 1,800 to 2,000 MPa with hardness in the 52 to 57 HRC range.
Silicon-chromium alloys offer superior resistance to relaxation under load — a critical property for valve springs and suspension springs. These grades are typically tempered at higher temperatures, often 420°C to 480°C, to fully activate the strengthening mechanisms provided by silicon and chromium. At these temperatures, the spring temper furnace must maintain very tight uniformity because the tempering response curve is steep — small temperature deviations produce noticeable hardness scatter.
6150 is a popular alloy for automotive and industrial coil springs and flat springs. Vanadium additions refine the grain structure and increase hardenability. Tempering temperatures of 400°C to 500°C are typical, resulting in tensile strengths in the range of 1,600 to 1,900 MPa depending on section size and specific tempering temperature.
Stainless spring steels require special consideration. Precipitation-hardening grades such as 17-7 PH are strengthened by aging treatments at specific temperatures — commonly 480°C (Condition CH900) or 510°C (Condition RH950) — rather than by the conventional quench-and-temper cycle. Spring temper furnaces used for stainless springs must provide very accurate atmosphere control to prevent chromium depletion at the surface, which would compromise corrosion resistance.
A spring temper furnace is only as good as the quality control system surrounding it. Spring manufacturers operating to automotive or aerospace quality standards maintain rigorous process controls around their tempering operations.
Most aerospace and automotive specifications require periodic temperature uniformity surveys of the spring temper furnace, typically performed quarterly. In a TUS, calibrated thermocouples are placed at multiple positions across the working zone, and the furnace is run at the standard operating setpoint. The maximum allowable deviation across all measurement points must fall within a specified band — commonly ±5°C for Class 2 furnaces per AMS 2750 (Nadcap pyrometry standard). Furnaces that fail TUS requirements must be recalibrated or repaired before returning to service.
In addition to TUS, furnace temperature control instruments are verified against calibrated reference thermocouples through system accuracy tests performed monthly or at specified intervals. This ensures that the temperature reading displayed by the furnace controller actually matches the real temperature in the working zone.
After every tempering run, sample springs are hardness tested — typically using Rockwell C scale — to verify that the batch has achieved the specified hardness range. Automotive valve spring specifications, for example, commonly call for hardness of 47 to 52 HRC, and the entire batch may be rejected if samples fall outside this window.
For critical applications, springs sampled from tempered batches undergo load deflection testing to confirm spring rate and free length, and fatigue testing to verify that the tempering cycle has produced adequate fatigue life. Automotive valve springs used in high-performance engines are routinely tested to 10 million cycles or more without failure at specified stress levels.
Even with well-maintained spring temper furnaces, problems can arise that affect product quality. Identifying these problems and their root causes is essential for consistent production.
Modern spring temper furnaces are significantly more energy-efficient than equipment from even 20 years ago. Advances in insulation materials, heating element technology, and combustion systems have reduced specific energy consumption substantially.
Ceramic fiber lining modules reduce furnace wall heat storage and heat loss compared to dense refractory brick. In a retrofit from brick to ceramic fiber insulation, energy savings of 20% to 40% are commonly reported, along with faster heat-up times that increase furnace availability and throughput.
Fitting variable frequency drives (VFDs) to recirculation fan motors and conveyor drives allows fan speed and belt speed to be precisely matched to the production rate and spring load, reducing unnecessary energy consumption during idle periods or partial loads.
In gas-fired spring temper furnaces, recuperators or regenerative burner systems recover heat from exhaust gases and use it to preheat combustion air. Recuperator systems can raise combustion air temperature to 400°C to 600°C, reducing fuel consumption by 25% to 35% compared to cold air combustion.
Modern spring temper furnaces increasingly incorporate data logging, SCADA integration, and even machine learning-based predictive maintenance. Continuous monitoring of element resistance, fan motor current, thermocouple calibration drift, and atmosphere composition allows maintenance teams to schedule interventions before failures occur, reducing unplanned downtime that can disrupt production schedules and expose partially tempered spring batches to quality risks.
Spring tempering is sometimes confused with stress relieving and annealing. These are related but distinct heat treatment processes, and the differences matter significantly in spring manufacturing.
| Process | Temperature Range | Purpose | Effect on Hardness |
|---|---|---|---|
| Spring Tempering | 150°C – 500°C | Reduce brittleness after hardening, set final mechanical properties | Reduces hardness from as-quenched to specified target |
| Stress Relieving | 120°C – 250°C | Remove winding or coiling stresses from cold-formed springs | Minimal change in hardness |
| Annealing | 700°C – 900°C | Fully soften steel for forming or machining | Major reduction — results in very soft material |
Cold-wound springs made from pre-hardened wire (such as music wire or hard-drawn wire) typically undergo stress relieving rather than full tempering, because the wire was already tempered at the wire mill. The stress relief treatment at 120°C to 230°C for 20 to 30 minutes removes coiling stresses and stabilizes the spring geometry without significantly altering hardness. Hot-wound springs, by contrast, are wound above the critical transformation temperature and require full hardening and tempering in a spring temper furnace after forming.
Choosing a spring temper furnace involves balancing several operational requirements. The wrong choice results in either poor spring quality or an expensive overcapacity investment.

TK-6160 TK-6160 CNC SPRING ROLLING MACHINE...
See Details
TK-6120 TK-6120 CNC SPRING ROLLING MACHINE...
See Details
TK-5200 TK-5200 5AXES CNC SPRING COILING MACHINE...
See Details
TK-5160 TK-5160 5AXES CNC SPRING COILING MACHINE...
See Details
TK-5120 TK-5120 5AXES CNC SPRING COILING MACHINE...
See Details
TK TK 10AXES CNC SPRING SCROLL MACHINE...
See Details
TK-580B、 TK-590 TK-580B、 TK-590 5AXES CNC SPRING COILING MACHINE...
See Details
TK-760TK-760 6-7AXES CNC SPRING COILING MACHINE...
See DetailsMobile QR Code

 Language
Language  中文简体
中文简体 English
English русский
русский Español
Español

